Разработан и апробирован организационный механизм управления совершенствованием личного фактора производства, включающий перспективный и оперативный блоки.
Исследован подход к процессу повышения потенциала личного фактора производства за счет учета влияния степени информатизации рабочего пространства личного фактора на используемые методы труда (на примере управления качеством продукции льнопрядения). Разработано и апробировано методическое обеспечение поддержки принятия решений по управлению качеством продукции в льнопрядении с использованием программно-математического обеспечения разного уровня
интеллектуальной сложности: пакеты STATISTICA и нейросетевое моделирование STATISTICA Neural Network.
СОВРЕМЕННЫЕ ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ -ОСНОВА ИННОВАЦИОННОГО ПОТЕНЦИАЛА РАЗВИТИЯ ЛЬНЯНОГО КОМПЛЕКСА
УДК 677.021.166
СОЗДАНИЕ КОМПЛЕКСА ВОЛОКНИСТЫХ МАТЕРИАЛОВ НОВОГО ПОКОЛЕНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ЛИЧНОГО ПОТРЕБЛЕНИЯ
к.т.н. Т.Н. Кудрявцева, Е.В. Пищева, к.т.н. Е.В. Шубина
Центральный научно-исследовательский институт комплексной автоматизации легкой промышленности /г. Москва/
Прогнозная оценка развития современной базы волокнистых материалов для переработки в текстильной промышленности, показывает, что основным направлением развития ассортимента химических волокон нового поколения является создание новых волокнистых материалов и изделий из них с улучшенными функциональными свойствами (повышенной объемности, мягкости, пониженной горючести, антимикробных, антифунгицидных, антиаллергических, изменяющихся по цвету в зависимости от температуры и освещения, терморегулирующих, защищающих от статического электричества, ультрафиолетовых лучей и т.д.), делающих среду обитания человека наиболее комфортной и повышающие качество жизни.
ФГУП ЦНИИЛКА создана технология производства пряжи и трикотажных изделий с использованием силиконизированных полиэфирных полых волокон, имитирующих «лебяжий пух», выпускаемых ОАО «Курскхимволокно» (Россия) и РУП МПО «Могилевхимволокно» (Беларусь). В условиях промышленного производства была выработана опытно-промышленная партия трикотажной льносодержащей пряжи 29 текс с вложением суровых полых полиэфирных волокон линейной плотности 1,0 текс и 0,33 текс «лебяжий пух». Характерной особенностью использования полиэфирного полого волокна большой линейной плотности является его свойство мигрировать на поверхности пряжи. Установлено, что степень миграции зависит в третьей степени от диаметра волокна и в первой степени от длины. Высокая упругая восстанавливаемость полиэфирного силиконизированного волокна 0,33 текс «лебяжий пух» придает пряже большой объем и легкость. Для получения ощутимого эффекта полиэфирного волокна типа «лебяжий пух» должно вкладываться не менее 25%. Трикотажная пряжа с использованием силиконизированного полиэфирного волокна не требует парафинирования.
Разработана нормативно-техническая документация (НТД). Изделия с использованием полых силиконизированных полиэфирных волокон отечественного производства в сочетании смеси с другими натуральными и химическими волокнами рекомендованы к промышленному освоению.
Создана технология производства пористых вискозных волокон повышенной эластичности. Разработана технология производства пористых вискозных волокон повышенной эластичности. Выработана пилотная партия вискозных нитей, которая показала принципиальную возможность модификации вискозной текстильной нити методом введения в вискозу добавки водного раствора ПВС. Проведена оценка свойств новых вискозных нитей, которая подтвердила их высокую пористость, повышенную накрашиваемость и эластичность. Разработан временный технологический режим на производство нитей. Проведена адаптация технологии в промышленных условиях. Нить и трикотажные полотна из них отличаются высокой пористостью.
Учитывая значительную потребность в антимикробных полиамидных нитях, особенно для производства носков, спортивной одежды, белья, были разработаны исходные требования на производство биоактивных полиамидных многофиламентных нитей с бактериостатическим эффектом. ФГУП ЦНИИЛКА проведена апробация полиамидных антибактериальных текстурированных нитей. В качестве нитей-аналогов были исследованы бактериостатические полиамидные текстурированные нити «Meryl Skinlife» фирмы Nylstar (Италия). По «Методике аттестации конструктивных и декоративно-отделочных материалов ПКА на микробиологическую устойчивость», разработанной МГУ им. М.В. Ломоносова, была проведена оценка антимикробного эффекта нити «Meryl Skinlife» в сравнении с контрольным образцом. Испытания показали наличие слабого бактериостатического эффекта против Staphylococcus aureus, размножение бактерий купируется. Бактериостатический эффект волокон сохранялся в течение 10 стирок (далее испытания не проводились). По сертификату на нить «Meryl Skinlife» бактериостатический эффект сохраняется более 100 стирок.
Для оценки перерабатывающей способности проведена опытная переработка нитей «Meryl Skinlife», выпускаемой фирмой Nylstar (Италия), в производственных условиях ЗАО «Фабрика им. Н.Э. Баумана» в чулочно-носочные изделия широкого ассортимента. Процессы вязания носков осуществлялись по стандартным технологическим режимам. Опытная нить перерабатывалась на вязальном оборудовании без осложнений. Качество носков соответствовало требованиям ГОСТ 8541-94 «Чулочно-носочные изделия, вырабатываемые на круглочулочных автоматах. Общие технические условия». Физико-механические показатели носков соответствуют нормам ГОСТ 8541-94. Оценка на микробиологическую активность внутреннего слоя носков по «Методике аттестации конструктивных и декоративно-отделочных материалов ПКА на микробиологическую устойчивость» показала наличие устойчивого бактериостатического эффекта.
ФГУП ЦНИИЛКА выданы исходные требования на полипропиленовые мультифиламентные текстурированные нити. ФГУП ЦНИИЛКА проведена разработка ассортимента
высококачественной комбинированной льносмесовой пряжи с прикрутом полипропиленовых текстурированных нитей. Пряжа отличается повышенными гигиеническими показателями, повышенной объемностью и упругостью.
ФГУП ЦНИИЛКА разработано двухслойное трикотажное полотно с внутренним диффузным слоем зубчатой структуры из ПП волокна и внешним сорбционным слоем из льнохлопкохимических волокон, которые создают высокий термофизиологический комфорт при эксплуатации одежды из него. На круглочулочных автоматах были выработаны чулочно-носочные изделия аналогичной структуры.
Результаты опытной переработки показали, что влагоотдача у тканей и трикотажных изделий с использованием полипропиленовых нитей существенно выше, чем у изделий из натуральных волокон. Комбинация гидрофобных полипропиленовых и гидрофильных целлюлозосодержащих (льняных) волокон в составе трикотажных полотен дают существенное преимущество в эксплутационных свойствах по сравнению с использованием традиционных составов.
Разработан технологический проект промышленного освоения трикотажных изделий с улучшенными термофизиологическими свойствами. Основной идеей проекта является организация производства изделий с защитными функциями: отводящих пот и вредные выделения от кожи человека; с высокими теплозащитными свойствами, антимикробными, фунгицидными и др.; создание нового продукта - термобелья за счет:
– использование специальных переплетений трикотажных изделий и материалов для выработки трикотажных полотен для производства термобелья;
– использование биологически активных натуральных и химических волокон для производства трикотажного лечебного белья и аксессуаров.
ФГУП ЦНИИЛКА создана технология производства высокоусадочной комбинированной крученой пряжи и изделий личного пользования с эффектом жатости. Выработаны опытные партии высокоусадочной комбинированной крученой пряжи линейных плотностей от 42,3 текс до 75,1 текс. Эффект жатости на тканом полотне возникает после влажно-тепловой обработки. Участки полотна, содержащие высокоусадочную комбинированную пряжу, деформируются из-за ее усадки, а участки полотен из обычной пряжи усадке не подвергаются. Обеспечивается оригинальность внешнего вида – наличие на их поверхности эффекта «жатости», а также упрощение ухода в процессе эксплуатации за изделиями.
Разработан ассортимент полотен для верхних женских трикотажных изделий: гладкое кулирное полотно, двухцветное накладное двойное двухстороннее кулирное жаккардовое полотно, двухцветное одинарное кулирное неполное жаккардовое полотно. Проведена оценка свойств изделий. Разработана нормативно-техническая документация (НТД). Изделия с использованием комбинированной высокоусадочной льнохимической пряжи в сочетании смеси с другими натуральными и химическими волокнами рекомендованы к промышленному освоению.
УДК 677.022.35
ПУТИ ПОВЫШЕНИЯ КАЧЕСТВЕННОГО ИСПОЛЬЗОВАНИЯ ЛЬНЯНОГО ОЧЕСА И КОРОТКОГО ВОЛОКНА
д.т.н. Л.Н. Гинзбург, к.т.н. Л.Ф. Муравьева, СВ. Крестьянов
Центральный научно-исследовательский институт комплексной автоматизации легкой промышленности /г. Москва/
Для получения из очеса, короткого волокна или их смесей пряжи низких линейных плотностей и высокого качества, подобно пряже из чесаного льна, стало необходимым изменить технологию подготовки ровницы и процесс самого мокрого прядения:
1. Чтобы ориентировать волокна после кардочесальной машины, которая индивидуализирует, перемешивает, но одновременно и дезориентирует волокна, необходимо иметь несколько переходов ленточных машин, чтобы, вытягивая волокна из гребенного поля то в одну, то в другую сторону, их распрямить и ориентировать. Но, распрямляя относительно длинные волокна при наличии в гребнях дезориентированных коротких, в ленте растет число волокнистых пороков.
2. Использовать процесс гребнечесания чтобы:
а) очисть волокна от оставшихся и образовавшихся пороков и покровных тканей.
б) удалить короткие волокна, которые плохо дробятся и могут незакономерно двигаться, причем, надо стремиться не создавать новых коротких волокон и тем существенно не повышать расход сырья.
в) не рвать длинных волокон (ведя процесс с минимальными усилиями, с меньшей скоростью и с малым удельным заполнением иглами, но очень плотной и тонкой гарнитурой и т.д.). Расчет баланса сырья, переработанного на гребнечесальной машине, показал, что льняное волокно, подвергнутое гребнечесанию, существенно изменяется по своей структуре: происходит укорочение волокон, образование новых коротких (рис.1). В дальнейшем, подобный расчет баланса позволит оптимизировать параметры работы гребнечесальной машины под конкретный вид волокон.
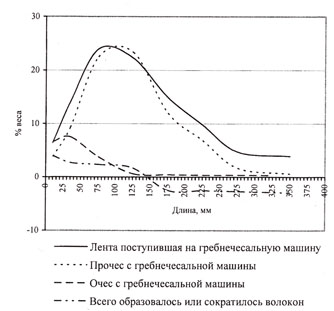
Рис. 1 – Баланс волокон различных длин, получающихся в результате гребнечесания.
Льняной очес №6
г) Полностью распрямить волокна. Процесс гребнечесания, к сожалению, создает неровноту ленты по номеру, поэтому после его применения необходимо несколько переходов ленточных машин. На них происходит выравнивание ленты и почти не образуются пороки (они удалены в процессе гребнечесания). В итоге в ленте перед ровничной машиной получается в 10 раз меньше волокнистых пороков и существенно меньше коротких волокон и в то же время неровнота по линейной плотности гребенной ленты даже ниже, чем без гребнечесания (рис. 2 и 3).
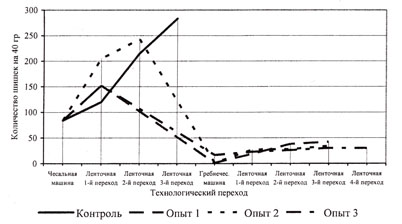
Рис. 2 – Изменение количества пороков в ленте из льняного очеса № 6 по переходам существующей оческовой системы и новой системы с включением процесса гребнечесания
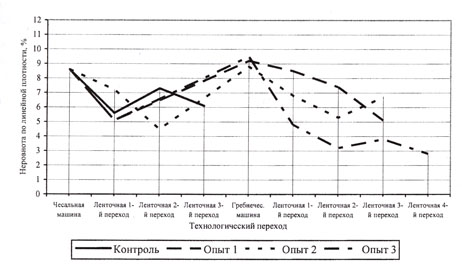
Рис. 3 – Изменение неровноты ленты по переходам существующей оческовой системы и новой системы с включением процесса гребнечесания. Льняной очес № 6
3. Для обеспечения отделения тонких комплексов от более коротких, чем чесаный лен волокон, применять специальные режимы химической обработки ровницы.
4. Вести вытягивание на прядильных машинах с вытяжными приборами, имеющими мощное поле торможения задних концов волокон (не на оческовых с двумя или тремя парами валиков), а, например, с ремешком, самогрузными валиками, и регулируемым порогом, задерживающим раскручивание ровницы и создающим внутреннее поле торможения.
Такая технология была разработана ЦНИИЛКА. Проверка новой технологии в производственных условиях показала, что получение из очеса пряжи средних толщин (86-50 текс) по свойствам и внешнему виду, соответствующим пряже, получаемой сейчас из чесаного льна за счет меньшей стоимости сырья, может обеспечить возможность при нормальной рентабельности иметь более низкую цену традиционных льняных изделий и увеличить их спрос и конкурентоспособность, то есть увеличение затрат на рабочую силу, энергию и др. полностью покрывается снижением затрат на сырье. Несмотря на увеличение расхода сырья на кг пряжи, метод позволит увеличить выпуск в м2 более тонких и имеющих большой спрос тканей.
СОВРЕМЕННЫЕ ТИПЫ ЧЕСАЛЬНОЙ ГАРНИТУРЫ ПРИ ПЕРЕРАБОТКЕ ЛЬНЯНЫХ ВОЛОКОН И ИХ СМЕСЕЙ
к.т.н. СБ. Оренбах
Центральный научно-исследовательский институт технологической оснастки текстильного оборудования /г. Москва/
М.С. Оренбах
МТУ С И/г. Москва/
Для проектирования гарнитуры разработан специальный комплекс, оснащенный датчиками. В комплексе элемент конструкции гарнитуры закреплялся и затем растягивался с усилиями, эквивалентными усилиям натяжения ленты на барабане или валике. Динамическое нагружение игл выполняется специальным кулачком с микрометрической подводкой к концу иглы, задаваемая амплитуда и скорость воздействия может регулироваться. Наблюдения за перемещением игл и деформацией конструкции игольчатой ленты (основаниями с иглами) проводили с помощью быстродействующей цифровой видеокамеры Sony ND-120.
Усилия, возникающие при динамическом нагружении игл, фиксировались и записывались через декодер параллельно с сигналом видеокамеры на компьютере Pentium IV.
Разработка, изготовление и моментальные динамические испытания новых конструкций прогрессивной игольчатой кардоленты стали возможными, благодаря быстродействующей цифровой камере и мощному компьютеру с использованием современных программ типа «Matlab» и «AutuCad».
Применяемая на чесальных машинах в настоящее время гарнитура одного и того же целевого назначения различается конструктивными параметрами. Разные профиль, длина, форма игл и размеры сечений, конструкция основания в некоторых случаях не оправдываются ни требованиями эксплуатации, ни экономическими факторами. Причиной этого до недавнего времени являлось отсутствие научно обоснованных рекомендаций по выбору конструктивных параметров игольчатых гарнитур.
Основное требование, предъявляемое к кардной игольчатой гарнитуре, – концы игл должны в течение возможно большего периода эксплуатации воздействовать на перерабатываемые волокна с необходимыми усилиями. В связи с этим при разработке гарнитур необходимо было выявить оптимальные параметры игл и конструкции основания.
Расчетные схемы конструкций игольчатой гарнитуры, представляющей собой набор разных скоб (прямых и с коленом), установленных парами. Их можно принять со следующими допущениями:
– стрела прогиба игл при действии технологических усилий такая же, как и при их статическом приложении;
– иглы скобки испытывают симметричное нагружение.
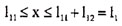
При приложении технологических сил к иглам скобки на ее основание действует реакция со стороны основания гарнитуры.
Расчетная схема, представленная на рисунке, с учетом симметричного нагружения включает в себя одну иглу и основание скобки. Для участка от конца иглы до колена длиной 1ц остается выражение:
Участок иглы от колена до основания длиной 112 находится под действием нормальной к нему силы:
и момента.
Следовательно, упругая линия имеет вид (1) при:
Поведение участков скобки на упругом основании описывается математической зависимостью.
В чесальных машинах, оснащенных игольчатыми гарнитурами, на перерабатываемые волокна действуют движущиеся игольчатые поверхности. Иглы гарнитуры испытывают динамическое нагружение, характер которого должен быть учтен при определении ее деформационных и прочностных свойств. Обобщенные динамические перемещения и усилия игл связаны с соответствующими статическими факторами посредством динамических коэффициентов.
В процессе чесания волокна возможны три основных случая приложения к концам игл действия сил.
Первый случай – внезапное приложение силы чесания Р, которую можно считать неизменной в течение всего времени иглы в рабочей зоне. Второй случай – периодические удары масс волокна или же соринок
mв с периодом Ту при нахождении игл в зоне чесания. И третий – совместное действие силовых факторов первого и второго случаев.
Используя разработанные математические зависимости, можно вычислить показатели, характеризующие работоспособность игольчатых гарнитур любых конструкций и назначения. В качестве таковых выделим показатели технологической пригодности. Динамическое действие технологических сил на иглы, естественно, приводит к возникновению колебательного процесса в системе «игла – основание гарнитуры».
Вследствие этого конец иглы, воздействуя на перерабатываемый продукт, циклически перемещается, что ведет к дестабилизации поля технологического воздействия и отрицательно сказывается на качестве выпускаемого полуфабриката. Следовательно, оценив величину максимального динамического перемещения конца иглы
Ук в направлении движения технологического продукта, на стадии проектирования можно прогнозировать эффективность применения данной гарнитуры.
Для качественного протекания технологического процесса не менее важным показателем является величина
δ – максимальное динамическое перемещение конца иглы в направлении нормали к траектории движения волокна. Величина
δ также изменяется во времени, приводя в зависимости от технологического назначения гарнитуры к колебаниям либо разводки между рабочими органами, либо усилия прижима волокон к игле.
Помимо перечисленных критериев предложенный метод расчета и подбора материалов позволяет дать качественную оценку ожидаемой эксплуатационной надежности и долговечности, т.е. можно определить (вычислить) показатели, влияющие на выносливость гарнитуры. В процессе работы гарнитуры в иглах возникают переменные напряжения, которые при длительной эксплуатации могут привести к их усталостному разрушению. Касательные напряжения в иглах, работающих на изгиб, не могут достигать опасной величины в отличие от максимальных нормальных напряжений, которые необходимо учитывать при проектировании.
Колебаниям игл препятствует основание гарнитуры, испытывая в непосредственной близости от них циклическое воздействие сил, которые вызывают необратимые деформации материала и расшатывают иглы.
Таким образом, с течением времени показатели динамических перемещений конца иглы 8 и динамических деформаций гарнитуры значительно ухудшаются, что приводит к недопустимому ухудшению качества обрабатываемого полуфабриката. Во избежание этого материалы основания либо не должны уступать по прочности иглам, либо при достаточной жесткости должны быть эластичны и обладать высокой релаксационной способностью. При таком условии, чем меньше начальная величина перемещения иглы в основании, тем продолжительнее срок, в течение которого она не превысит допустимого значения. Поэтому при создании гарнитур необходимо принимать во внимание максимальное динамическое смещение иглы в материале основания.
Используя теоретические и экспериментальные данные конструктивные параметры игольчатых гарнитур, мы выбирали на основании оптимизации показателей работоспособности разных материалов.
Критерием оптимизации являлось обеспечение необходимых прочностных и деформационных свойств гарнитуры за счет изменения геометрических параметров игл, жесткостных характеристик и конструкции основания. Немаловажный фактор создания гарнитуры – экономическая целесообразность использования в основании гарнитуры дорогостоящих материалов.
Данные исследования позволяют установить стадии разработки игольчатых гарнитур:
– Выбор материалов основания гарнитуры и экспериментальное определение их коэффициентов постели (1).
– Разработка возможных, с точки зрения изготовления, конструкций основания; определение характера приложения и действия сил; выбор показателей работоспособности; отбор параметров оптимизации и установление пределов варьирования; задание констант; оптимизация гарнитур с различными конструкциями основания на специальном комплексе и построение поверхностей отклика.
– На основании анализа результатов расчета – отбор лучших гарнитур, отличающихся конструкцией основания, но с близкими показателями работоспособности; изготовление опытных образцов этих гарнитур, их лабораторные испытания на выносливость, выбор оптимальной конструкции; изготовление опытной партии гарнитуры оптимальной конструкции и проверка ее технологической эффективности в условиях производства.
Для экспериментальной оценки и проектирования игольчатой кардоленты для чесания льняных волокон нами принимался третий случай воздействия волокон на концы игл. Среднее динамическое усилие, действующее на концы игл гарнитуры, предварительно определяли с помощью специально изготовленного устройства, устанавливаемого на вал барабана, и экспериментировали на разных смесях льна и их смесей на чесальных машинах CR-24 фирмы «Бефама». Затем, используя эти данные, вычисляли оценку ожидаемой эксплуатационной надежности и долговечности образцов создаваемых игольчатых гарнитур.
На специальном комплексе подбирали наиболее оптимальные материалы основания и иглы для чесания льняных волокон. Более долговечными гарнитурами оказались, имеющие в основании семь-восемь слоев хлопчатобумажной ткани, нетканый амортизатор вместо войлока толщиной 3,6-4,2 мм, не имеющий дефектов, присущих войлоку. И поверх амортизатора привулканизировали тонкую резиновую накладку толщиной 0,4-0,8 мм в зависимости от номера игольчатой ленты.
Вновь спроектированную гарнитуру разных номеров изготавливали в значительном объеме и в производственных условиях проводили испытания в течение 2 лет на ОАО «Освобожденный труд» (г. Москва) и др. предприятиях.
Производственные испытания новой прогрессивной гарнитуры показали значительное улучшение чесания льна, шерсти и других волокон. Основной фактор при этом – правильный выбор параметров гарнитуры, позволяющий увеличить на 24-32% срок службы ленты. При этом стоимость 1 м игольчатой кардоленты осталась на уровне стоимости серийной гарнитуры.
УДК 677.11.057
НОВОЕ НАПРАВЛЕНИЕ В ТЕХНОЛОГИИ ПРЯДЕНИЯ ЛЬНА МОКРЫМ СПОСОБОМ
к.т.н. А.Б. Гаврилова, А.Н. Филиппюк
Костромской научно-исследовательский институт льняной промышленности /г. Кострома/
д.т.н. А.Н. Иванов
ОАО «Костроматекстшъмаш» /г. Кострома/
ОАО «Костроматекстильмаш», ОАО «КНИИЛП» и КГТУ проводят отработку нового направления в мокром способе прядения льна -получение чистольняной пряжи из бескруточной ровницы. На экспериментальной ровничной машине вырабатываются образцы льняной бескруточной ровницы, которая перерабатывается в пряжу на различных типах вытяжных приборов.
На ровничной машине, разработанной совместно с КГТУ, можно нарабатывать ровницу необходимой линейной плотности для оптимального протекания технологического процесса при выработке чистольняной пряжи высоких метрических номеров. На машине вырабатывается ровница 1-4 метрического номера. Ровница наматывается на обычные ровничные катушки крестовой намоткой и отбеливается по существующей на производстве технологии. Из ровницы вырабатываются образцы пряжи на вытяжных приборах серийных и модернизированных машин, а также на новых экспериментальных образцах вытяжных приборов.
В ОАО «КНИИЛП» в первом опыте пряжу вырабатывали на машинах:
ПМ-88-Л5 ремешковый вытяжной прибор;
ПМ-88-Л8М с разводкой 50 и 160 мм.
Контрольные проверки качества ленты, ровницы и пряжи проводились в ООО «БЛЕСК» и ОАО «КНИИЛП».
Первый опыт был проведен на ленте, приготовленной на производстве №2 льнокомбината им. И.Д. Зворыкина.
Сравнительные испытания проводились на пряже линейной плотности 50 текс. Для сравнения были взяты средние производственные показатели качества пряжи. На прядильных машинах в ОАО «КНИИЛП» нарабатывались образцы пряжи из крученой ровницы ленты того же приготовления производства №2 и из бескруточной ровницы с новой ровничной машины. Химическая отбелка бескруточной ровницы проводилась совместно с крученой ровницей для производства №2.
Результаты испытаний представлены в таблице 1.
Таблица 1
|
№ п/п |
Параметры качества пряжи |
Льнообъед. ровница крученая |
ОАО «КНИИЛП» |
|||||
|
Ровница крученая №1,58 |
Ровница бескруточная №1,66 |
|||||||
|
ПМ-88-Л5 |
ПМ-88-Л5 |
ПМ-88-Л8 раз-ка 160 |
ПМ-88-Л8М раз-ка 50 |
ПМ-88-Л5 |
ПМ-88-Л8 раз-ка 160 |
ПМ-88-Л8М раз-ка 50 |
||
|
1 |
Линейная плотность. текс/Nm |
49,5 19,2 |
49,5 19,2 |
52,1 19,21 |
50,4 19,84 |
50,25 19,9 |
50,4 19,84 |
52,1 19,2 |
|
2 |
Коэф. вариации по лин. плотности, % (100 м) |
2,9 |
3,26 |
2,8 |
1,56 |
5,3 |
1,56 |
3,5 |
|
3 |
Разрывная нагрузка. |
- |
1160,8 |
1221,6 |
1129,2 |
1089,2 |
1129,2 |
1265,6 |
|
4 |
Коэф. вариации по разр. нагрузке, % |
21,5 |
14,35 |
14,72 |
14,06 |
17,45 |
14,06 |
13,8 |
|
5 |
Удлинение, % |
- |
2,5 |
2,4 |
2,2 |
2,45 |
2,2 |
2,5 |
|
6 |
Удельная разр. нагрузка, км |
24 |
22,3 |
23,5 |
22,4 |
21,7 |
22,4 |
24,3 |
|
7 |
Тонина волокон, мтекс |
|
2400 |
4300 |
2400 |
3200 |
|
2600 |
|
8 |
Длина волокон, мм |
|
15 |
19 |
17 |
22 |
|
18 |
|
9 |
Утолщений |
|
140 |
319 |
169 |
229 |
|
172 |
|
10 |
Утонений |
|
147 |
360 |
141 |
275 |
|
192 |
|
11 |
Непсы |
|
5 |
5 |
5 |
6 |
|
6 |
|
12 |
МО |
|
30,6 |
42 |
33,1 |
38,5 |
|
35,7 |
|
13 |
CV2 |
|
669 |
1323,267 |
721,198 |
940,537 |
|
754,058 |
По первому опыту можно сделать предварительный вывод -качество пряжи с модернизированной машины ПМ-88-Л8 с разводкой 50 мм находится на уровне качества пряжи, полученной на машине ПМ-88-Л5 из крученой ровницы, а по отдельным показателям выше.
Второй аналогичный опыт проводится на ленте приготовленной на производстве №1 льнокомбината им. И.Д. Зворыкина.
Пряжа нарабатывалась на прядильных машинах ОАО КНИИЛП, машине ПМ-88-Л10 и вытяжном приборе машины ПМ-88-Л12 на ОАО «Костроматекстильмаш». Результаты оформляются.
ИССЛЕДОВАНИЕ ВЕЛИЧИНЫ ПОТЕРЬ КОТОНИНА ПРИ ПРОИЗВОДСТВЕ СМЕШАННОЙ ПРЯЖИ
к.т.н. Н.П. Крылова, к.т.н. В.П. Тарасов, Е.А. Шикова
Тверской филиал Санкт-Петербургского государственного университета технологии и дизайна /г. Тверь/
д.т.н. Н.Н. Труевцев
Санкт-Петербургский государственный университет технологии и дизайна /г. Санкт-Петербург/
И.А. Егорова
Центральный научно-исследовательский институт пленочных материалов и искусственной кожи /г. Москва/
В мире в последние годы наблюдается тенденция расширения производства и потребления натуральных волокон и особенно льна, обеспечивающего условия для получения экологически чистой текстильной продукции.
Федеральной целевой программой «Развитие льняного комплекса России на 1996-2001 г» была определена реструктуризация ассортимента тканей и изделий из льна отечественного производства с учетом мирового опыта. Задачи Федеральной программы по развитию ассортимента текстильной продукции из льна были успешно решены и подтверждением этого явились результаты ежегодно проводимой в г. Вологда выставки-ярмарки «Российский лен».
В ассортименте смешанных тканей на основе льна получил широкое распространение короткий лен, который после облагораживания путем очистки, расщепления, укорачивания на специальных линиях котонизации является дополнительным, новым источником сырья для текстильной промышленности.
Практикой установлена возможность получения смесовой пряжи с применением котонизированного льняного волокна и на его основе тканей и трикотажных изделий различного назначения.
При проектировании смесовой пряжи большое значение придается составляющим ее компонентам и в первую очередь льняному. Для смесей с льном используются хлопковые, шерстяные и химические волокна.
Известно, что значительные различия в свойствах смешиваемых волокнистых компонентов могут вызывать существенные нарушения в ходе технологических процессов прядильного производства, порождать неровноту и, в частности, привести к снижению процента выхода пряжи из смеси.
Установлено, что модифицированное льняное волокно – котонин, заметно отличающийся по толщине, длине, извитости и жесткости от хлопкового и ПЭ волокон, имеющий тенденцию к расщеплению при механических воздействиях, вносит наибольший вклад в неоднородность перерабатываемых смесок.
Модифицированное льняное волокно не имеет извитости и обладает высокой жесткостью из-за инкрустов. Оно содержит много сопутствующих окружающих волокно паренхимных тканей, и поэтому в процессе переработки волокно пылит. Не извитая поверхность котонина, малая цепкость, большая линейная плотность и засоренность способствуют обильному выделению волокна в отходы. Поэтому имеет место значительная разница в содержании волокон в смеси перед переработкой и в конечном продукте – пряже.
Поэтому было исследовано влияние линейной плотности и процента вложения в смесь льняного компонента (котонина) на его потери в процессе технологической переработки по переходам прядения.
Для достоверности результатов исследования проводились на двухкомпонентных полиэфирнольняных смесях путем химического растворения одной из составляющих смесей.
В эксперименте было использовано полиэфирное волокно линейной плотности 0,17 текс длиной резки 36 мм с показателями в соответствии с ГОСТ 25716-94 и модифицированное льняное волокно линейной плотности от 2,45 текс до 1,05 текс. Состав смесей по вариантам приведен в таблице 1.
Все смеси были переработаны в пряжу линейной плотности 25 текс на технологическом оборудовании в составе:
Питатель-смеситель – П-1
Головной питатель – П-5
Трепальная машина – Т-16
Чесальная машина – ЧМ-50
Ленточная машина 1 и 2 переходов – ЛНС-51-1
Ровничная машина – Р-168-3
Прядильная машина – П-76-5М6.
Заправочные параметры машин устанавливались одинаковыми для всех вариантов. Долевое содержание компонентов смесей контролировалось в полуфабрикатах и пряже.
Таблица 1 – Потери льняного компонента при переработке смесей в пряжу
|
№ варианта |
Линейная плотность, текс (Nм) |
Содержание волокон по группам длин, % |
Содержание сорных примесей, % |
Состав смеси, % |
Содержание льна, % |
Потеря льна от вложения, % |
|||||
| 0-15 мм | 16-45 мм |
свыше 45 мм |
холст |
лента чесальная |
ровница |
пряжа 25 текс |
|||||
|
1. |
2,45 (408) |
7,8 |
40,9 |
51,3 |
76 |
лен 30 ПЭ70 |
23,10 |
17,92 |
15,60 |
13,50 |
55,0 |
|
2. |
1,63(613) |
7,0 |
27,3 |
65,7 |
5,0 |
лен 30 ПЭ70 |
26,35 |
21,61 |
19,15 |
17,51 |
41,7 |
|
3. |
1,35 (742) |
8,5 |
31,2 |
60,3 |
4,8 |
лен 30 ПЭ70 |
27,87 |
23,00 |
20,81 |
19,60 |
34,7 |
|
4. |
1,05 (952) |
11,8 |
68,1 |
20,1 |
0,6 |
лен 30 ПЭ70 |
28,91 |
28,10 |
27,92 |
27,69 |
7,7 |
|
5. |
1,05(952) |
-«- |
-«- |
-«- |
-«- |
лен 50 ПЭ50 |
46,57 |
42,26 |
40,54 |
39,15 |
21,7 |
|
6. |
1,05(952) |
-«- |
-«- |
-«- |
-«- |
лен 40 ПЭ60 |
38,02 |
37,46 |
36,66 |
34,08 |
14,8 |
|
7. |
1,05(952) |
-«- |
-«- |
-«- |
-«- |
лен 35 ПЭ65 |
33,26 |
32,12 |
31,30 |
30,09 |
11,7 |
|
8. |
1,05 (952) |
-«- |
-«- |
-«- |
-«- |
лен 30 ПЭ70 |
28,91 |
28,10 |
27,92 |
27,69 |
7,7 |
|
9. |
1,05(952) |
-«- |
-«- |
-«- |
-«- |
лен 25 ПЭ75 |
24,31 |
23,95 |
23,80 |
23,57 |
5,7 |
|
10. |
1,05 (952) |
-«- |
-«- |
-«- |
-«- |
лен 20 ПЭ80 |
19,80 |
19,40 |
19,11 |
18,86 |
5,7 |
|
11. |
1,05 (952) |
-«- |
-«- |
-«- |
-«- |
лен 10 ПЭ90 |
9,89 |
9,83 |
9,61 |
9,49 |
5.1 |
В ходе эксперимента определялось влияние толщины котонина и его количества в смеси на потери льняного компонента при переработке льносодержащей смеси в пряжу.
Определение льняного волокна в полуфабрикатах и пряже проводилось по ГОСТ Р ИСО 1833-99 «Материалы текстильные. Методы количественного химического анализа двухкомпонентных смесей волокон». Метод, по которому были проведены испытания, основан на избирательном растворении одного из компонентов, в данном случае – на льне.
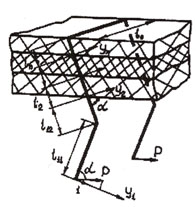
В таблице 1 приведены экспериментальные данные по потерям льняного компонента в полиэфирно-льняной смеси, а на рис.1 показана зависимость этих потерь от линейной плотности котонина и процента вложения его в смесь.
Рис. 1а – Зависимость потерь котонина от его линейной плотности
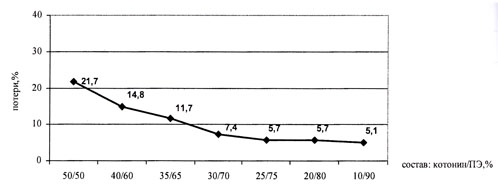
Рис. 1б – Зависимость потерь котонина от процента вложения его в смесь
Из рис. 1а очевидно, что существенное влияние на потери котонина оказывает его линейная плотность: потери волокна тем выше, чем оно толще и чем выше процент его вложения. Рисунок 16 подтверждает нецелесообразность вложения в смесь более чем 30% котонина.
Методом множественного регрессионного анализа была установлена связь между линейной плотностью котонина Х1 процентным содержанием его в смеси Х2 и потерями льняного компонента при переработке Y. Обработка экспериментальных данных проводилась с использованием пакета прикладных программ «Statgraphics». Математическая модель, определяющая данную связь, может быть представлена в виде уравнения:
Y
= -31,03 +26,6 Х1+ 0,41Х2 (1)
Получена соответствующая линия регрессии с 95% доверительным интервалом. Модель информационна и статически значима в пределах варьирования факторов:
Х1=1,05:2,6 текс; Х2=10:50%.
Степень влияния факторов Х1
и Х2 на величину потери льняного компонента составляет для
Х1=85,5%, а для Х2=65,4%; коэффициент детерминации R2 =0,915, а уровень значимости модели р=0,0021.
Уравнение регрессии может использоваться в практической работе при проектировании льносодержащих смесей и прогнозировании потерь льняного компонента в ходе переработки.
Проведенное исследование показало, что для выработки пряжи пониженной линейной плотности целесообразно и экономически выгодно использовать котонин с линейной плотностью 1,0 текс и ниже и устанавливать процент вложения его в смесь в пределах от 10 до 35 %.
Основные потери льняного компонента происходят уже на первых этапах переработки волокнистых смесей: в процессах рыхления, трепания, чесания (табл.1). Поэтому в ходе работы были составлены такие технологические цепочки оборудования для переработки льносодержащих смесей, в которых было предусмотрено раздельное трепание и чесание волокон хлопка и смеси льна с химическими волокнами. Это имело целью создание оптимальных условий разрыхления, трепания и чесания, как для хлопка, так и для других компонентов смеси – котонина, вискозного и ПЭ волокон. В результате удалось обеспечить более высокую степень интенсивности воздействия рабочих органов на волокна хлопка и снизить ее для полиэфирнольняной и льновискозной смесей, а также уменьшить потери котонина вследствие его меньшего разрушения.
В итоге это позволит повысить выход пряжи из смеси и достигнуть максимального сохранения льняного компонента в конечном продукте.
УДК 677.02:677.061.8/9:677.61
НОВОЕ НАПРАВЛЕНИЕ В ОФОРМЛЕНИИ ЛЬНОСОДЕРЖАЩИХ ПРЯЖИ И ТКАНЕЙ
к.т.н. Н.М. Ефременко, О.А. Небова, О.И. Усачева
ООО «ЛЕН ПЛЮС» /г. Тверь/
Использование пряжи с различными структурными эффектами позволяет создавать фактурные, колоритные поверхности текстильных полотен. Художественный образ этих полотен усиливается, если пряжа имеет еще и цветовые вариации.
Авторами предлагается новый вид фасонно-крученой пряжи, техническое решение которой защищено Патентом РФ, и ассортимент смесовых льносодержащих тканей на ее основе.
Новый способ позволяет получить фасонно-крученую пряжу с непрерывным эффектом «переливчатого» типа, которая состоит из сердечника, содержащего соединенные ложным кручением несколько составляющих, число которых должно быть не менее двух, и оплетки (или закрепительной нити). Для получения многоцветного перелива при формирования сердечника используется несколько компонентов, окрашенных в разную палитру цветов. Чем больше разноокрашенных компонентов в сердечнике, тем выразительнее эффект.
Использование такой пряжи, сочетающей в себе цветовые и структурные эффекты, даже в классических переплетениях ремизного ткачества, существенно обогащает художественно-колористический образ тканых полотен. Непрерывный незакономерный фасонный эффект позволяет зарабатывать пряжу в структуру полотна почти с 90% использованием ее на лицевой стороне ткани и избежать при этом такого порока, как «муар», который имеет место быть при применении пряжи с закономерным фасонным эффектом
Новый вид пряжи позволяет реализовать тенденции моды в отношении многоцветности, разнооттеночности в льносодержащих полотнах, уйти от стереотипности традиционных пестротканей, придать им новый облик.
ОПТИМАЛЬНЫЕ СОСТАВЫ ВОЛОКНИСТЫХ СМЕСОК – КЛЮЧ К СТАБИЛЬНОСТИ ПРОЦЕССА ПРЯДЕНИЯ КОТОНИНА
к.т.н. В.Г. Стокозенко, к.т.н. СМ. Губина
Институт химии растворов РАН /г. Иваново/
к.т.н. А.Б. Шапошников
Ивановская государственная текстильная академия /г. Иваново/
Изучение опыта хлопкопрядильных производств по переработке котонинсодержащих смесок показало, что при вложении в пряжу химических волокон (вискозное, ВВМ, ПЭФ, ПАН, ПА и др.) прослеживается тенденция к снижению обрывности без каких-либо модернизаций и переналадок в конструкции оборудования и технологическом процессе. По-видимому, причина этого явления заключается в изменении структуры пряжи под влиянием химических волокон. Однако проблема эта не исследована, причины улучшения стабильности не выявлены и каких-либо научно-обоснованных рекомендаций по сырьевому составу котонинсодержащих пряж не имеется.
Для выработки правильного подхода к выбору сырьевого состава пряж на основе котонизированного льняного волокна с помощью метода микроскопии проведено изучение структуры смесовых котонинсодержащих пряж для установления взаимосвязи между геометрическими характеристиками входящих в нее волокон, их взаимным расположением и стабильностью процесса формирования пряжи при ее производстве. Объектами исследования были двухкомпонентные (хлопок/котонин, вискоза/котонин, хлопок/вискоза) и трехкомпонентные (хлопок/вискоза/котонин, хлопок/полиэфир/котонин, хлопок/полиамид/ котонин) пряжи различной линейной плотности, выработанные на пневмомеханических и кольцевых прядильных машинах. Для выработки пряжи был использован котонин механо-химического способа получения (средняя линейная плотность – 0,8 текс, средняя массодлина – 36,8 мм). Анализ и математическую обработку срезов осуществляли с помощью компьютерно-морфометрического комплекса с программным обеспечением «Видео-тест Мастер» при увеличении 1:300. Определялись следующие характеристики волокон и пряжи: общая площадь поперечного сечения пряжи; площадь, занимаемая каждым видом волокна; площадь свободного межволоконного пространства; средний диаметр и фактор формы (степень близости к кругу) волокон. Кроме того, проведена оценка распределения волокон по сечению пряжи (по методу Гамильтона).
Исследование структуры котонинсодержащих пряж по их поперечным срезам показывает четкую взаимосвязь геометрических характеристик природных (хлопок, котонин) и химических (вискоза, полиамид, полиэфир) волокон с характером их распределения в смесовой пряже и стабильностью формирования последней разными способами. Показано, что из всех анализируемых химических волокон только вискозное способствует формированию в центральной части смесовой пряжи плотно упакованного «сердечника», упорядочивающего структуру пряжи и повышающего ее физико-механические показатели. Введение в пряжу вискозного волокна даже в небольших количествах обеспечивает стабильность процесса прядения и минимальную обрывность.
Правомерность высказанных предположений подтверждена положительными результатами производственных испытаний на предприятиях Ивановского и Костромского регионов. При выработке хлопкокотонинной пряжи с вложением 10 % вискозного волокна на пневмомеханических прядильных машинах обрывность составляла 70 обр./1000 кам. в час. Полиэфирное и полиамидное волокна в качестве добавки проявили меньшую эффективность, в их присутствии обрывность снижалась лишь до уровня 300 и 380 обр./1000 кам. в час.
УДК 677.21
ПРИМЕНЕНИЕ РЕЗУЛЬТАТОВ ИССЛЕДОВАНИЙ ПРОЦЕССОВ ВЗАИМОДЕЙСТВИЯ ВОЛОКНИСТОГО МАТЕРИАЛА С РАБОЧИМИ ОРГАНАМИ ТЕКСТИЛЬНЫХ МАШИН
к.т.н. Д.А. Лебедев, к.т.н. А.Р. Корабельников, А.В. Иванов
Костромской государственный технологический университет /г. Кострома/
На начальной стадии подготовки волокнистого материала к прядению важное место занимает технологический процесс очистки от сорных примесей и пороков волокна. Из обзора истории развития оборудования отрасли следует недостаточной степени готовность очистительных машин к переработке сильнозагрязненного волокнистого материала. В этой связи перед сотрудниками научных и проектных организаций стоит задача изыскания новых приемов воздействия на волокнистый материал и создания оригинальных конструкций очистительных машин через раскрытие кроющихся резервов и выявление недостатков известных способов очистки.
При рассмотрении механизма сороудаления нами определен ряд причин снижения очистительной способности пильных
волокноочистительных машин прямоточного действия. Важнейшей из них является следующая. При работе пильной волокноочистительной машины прямоточного действия на поверхности пильного цилиндра образуется холст волокон. Толщина холста волокон соизмерима с высотой зуба пильного диска. При этом волокна в преобладающей массе располагаются на двух и более пильных дисках. В этом случае с колосниковой решеткой взаимодействует лишь часть волокон, выступающая над поверхностью пильного цилиндра. Несомненно, что для создания благоприятных условий взаимодействия с колосниковой решеткой холст волокон необходимо разделить на пряди, закрепленные на отдельных пильных дисках.
Авторами разработан принцип деления холста волокон и варианты конструкции делительного устройства для его осуществления, а также методика оценки сил инерции, действующих при взаимодействии волокнистого материала с рабочим органом делительного устройства. Проведенные исследования позволяют рассматривать процесс деления холста волокон как дополнительную зону очистки волокнистого материала. Так, установлено, что при скорости движения рабочего органа делительного устройства относительно пильных дисков 15 м/с на сорную примесь массой 1 мг будет действовать сила инерции порядка 1,5 Н.
На основании результатов исследований авторами разработана конструкция экспериментального стенда волокноочистительной машины прямоточного действия с делительным устройством в виде подвижного дискового цилиндра, входящего в междупильное пространство. Лабораторные испытания экспериментального стенда показали повышение очистительного эффекта на одной ступени очистки до 50-55%.
Таким образом, делительное устройство выполняет функцию дополнительного элемента очистки волокна. Повышение очистительного эффекта благодаря использованию делительного устройства, позволяет упростить конструкцию и снизить материалоемкость серийных пильных волокноочистительных машин прямоточного действия, высвободить производственные площади.
УДК 677.021
НЕКОТОРЫЕ ТЕХНОЛОГИЧЕСКИЕ АСПЕКТЫ ПЕРЕРАБОТКИ КОРОТКОШТАПЕЛЬНОГО ЛЬНЯНОГО ВОЛОКНА
к.т.н. А.Р. Корабельников, М.А. Чернышев, А.А. Шалыгин
Костромской государственный технологический университет /г. Кострома/
Для получения короткоштапельного льняного волокна авторами разработано штапелирующее устройство, работающее по принципу контролируемого разрыва.
Для определения параметров оборудования, обеспечивающих получение короткоштапельного волокна наиболее высокого качества, были проведены экспериментальные исследования.
Наиболее важным показателем качества короткоштапельного льняного волокна является процентное содержание волокон в диапазоне длин от 15 до 45 мм. Как отмечают исследователи, в волокне, которое может использоваться для выработки пряжи средней линейной плотности, процент содержания таких волокон должен быть не менее 45%. В нашем случае процент содержания волокон составляет 46-66%.
Определялось влияние на штапельный состав получаемого волокна таких параметров, как скорость подачи сырья в зону обработки, скорость вращения рабочих органов и усилие зажима волокна в рабочей зоне.
После обработки результатов эксперимента было получено уравнение регрессии:
у = 45,89-2,46х1+1,06х2+3,94х3-3,89х1х2-4,11х1х3-0,34х2х3-4,99х1
х2 х3 где у – содержание волокон длиной 15 – 45 мм;
х1 – скорость вращения рабочих органов;
х2 – скорость подачи сырья в зону обработки;
х3 – усилие зажима волокна в рабочей зоне.
На содержание волокон длиной 15-45 мм наибольшее влияние оказывает усилие зажима волокна в рабочей зоне устройства и скорость вращения рабочих органов. Рекомендуем усилие зажима волокна 30 кг и скорость вращения рабочих органов 400 об/мин. Скорость подачи сырья в зону обработки должна определяться требуемой производительностью устройства.
УДК 677. 021. 022
МОДЕРНИЗАЦИЯ ЛЕНТОЧНЫХ МАШИН
к.т.н. В.Б. Симонов, С.А. Панасенко
Костромской государственный технологический университет /г. Кострома/
В текстильной промышленности широко распространены однопольные гребенные вытяжные приборы. Ширина ленты, поступающей в вытяжной прибор, устанавливается шириной питающей воронки.
К недостаткам можно отнести следующее. После выхода из питающей воронки и прохождения через узел питания ширина ленты увеличивается за счет давления на нее в зоне питания, а поперечное сечение ее в гребенном поле принимает эллипсовидную форму, что создает неравномерное поле сил трения по ширине ленты и ухудшает процесс вытягивания.
После выхода ленты из питающего узла, в момент прокалывания ленты иглами гребня, она может подниматься, что ухудшает прокол и утапливание ленты в гребенное поле. Это влияет на ухудшение процесса вытягивания и снижение качества получаемой ленты.
Проведены исследования процесса вытягивания на ленточной машине ЛЧ-3-Л1. Теоретические и экспериментальные исследования показали, что формирование продукта целесообразно осуществлять между гребенным полем и узлом питания, т.е. непосредственно перед гребнями.
Предлагается фиксирующее устройство (получено положительное решение на выдачу патента), устанавливаемое между гребенным полем и вторым питающим цилиндром (рис. 1).
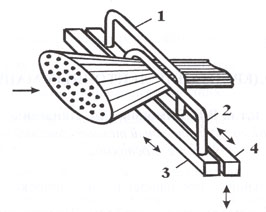
Рис.1 – Фиксирующее устройство
Фиксирующее устройство состоит из двух ограничителей 1 и 2, имеющих П-образную форму и укрепленных на планках 3 и 4. Планки независимо друг от друга могут перемещаться в горизонтальном и вертикальном направлениях.
Заданная ширина ленты, поступающей в гребенное поле, обеспечивается смещением ограничителей 1 и 2 относительно друг друга в горизонтальном направлении и фиксируется иглами гребней, а величина утапливания ленты в гребенное поле устанавливается смещением ограничителей в вертикальном направлении. Установка ограничителей производится за счет перемещения планок 3 и 4.
Предлагаемое устройство, за счет фиксации ленты по ширине и высоте непосредственно перед гребенным полем, позволяет:
– улучшить прокол и утапливание ленты в гребнях;
– обеспечить необходимую ширину ленты непосредственно в гребенном поле;
– выравнять поперечное сечение ленты по толщине и обеспечить более равномерное поле сил трения по ширине ленты.
Результаты исследований показали, что сужение ленты непосредственно перед гребенным полем уменьшает не только неровноту по линейной плотности, но и структурную неравноту, обеспечивая более равномерное дробление волокна.
Для выработки пряжи малых линейных плотностей требуется более тонкая лента для питания ровничной машины, порядка 4-6 ктекс.
Для получения такой ленты была модернизирована ленточная машина, а именно: заменена лентосоединительная доска, установлена двойная вытяжная воронка для работы двух лент под один нажимной вытяжной валик. При этом машина может работать в два выпуска при 8 сложениях на один выпуск.
УДК 677.017
ДИНАМИКА ЦИКЛОВЫХ ИСПЫТАНИЙ НИТИ
Т.А. Кузина, к.т.н. А.П. Болотный
Костромской государственный технологический университет /г. Кострома/
Технологические процессы в текстильной промышленности (прядильном, ткацком, трикотажном и т.д.) происходит в условиях переменных нагрузок, действующих на нитевидные тела. Предсказать поведение нитей и потерю их прочности за время переработки важно как с теоретической, так и с практической точки зрения.
Для прогнозирования изменения прочности нити необходим детальный анализ ее напряженно-деформированного состояния, а также аналитическое описание между прочностью нити и прочностью волокон.
В практику исследования текстильных материалов входят методы оценки их механических свойств многоцикловым нагружениям. Эти методы хорошо отражают изменение структуры текстильных материалов в процессе их переработки и являются одними из характеристик разрушения свойств материала.
Современные машины для проведения многоцикловых испытаний работают по синусоидальному закону нагружения, как отмечалось ранее, реальные нагружения переменны. Затем нить подвергают полуцикловому испытанию на разрыв, находя при этом разрывную нагрузку и удлинение. Эти испытания проводят на различных установках, и за время между снятием нити с одной машины и установкой на вторую нить может полностью или частично восстановить свои свойства.
Нами разработано устройство для испытания текстильных нитей с нерегулярным динамическим исследованием указанных выше характеристик и новый метод для проведения испытаний. Используемые компьютерные технологии позволяют полностью управлять процессом нагружения нити и сбором информации, а создание переменных нагрузок, максимально приближенным к реальным возможно благодаря применению в приводе испытательной машины шагового двигателя.
УДК 677.022
СОВЕРШЕНСТВОВАНИЕ КОНСТРУКЦИИ ЦЕНТРИФУГАЛЬНОГО ПРЯДИЛЬНОГО УСТРОЙСТВА ДЛЯ ВЫРАБОТКИ ЛЬНЯНОЙ ПРЯЖИ И ИССЛЕДОВАНИЕ ЕГО ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК
Ю.Н. Дигунова, к.т.н. С.Ф.Герасимова
Костромской государственный технологический университет /г. Кострома/
В настоящее время широким спросом пользуются изделия из натуральных волокон, в частности, из льна. Поэтому актуальной является задача выработки высококачественной льняной пряжи широкого ассортимента.
Одним из методов получения данной пряжи, позволяющий значительно повысить производительность оборудования, является центрифугальный способ прядения, который позволяет также значительно расширить ассортимент выпускаемой продукции и получать пряжу более высоких номеров.
Особенностью центрифугального способа прядения является значительные вращающиеся массы паковок. В связи с этим предъявляются повышенные требования к статической и динамической балансировкам прядильного узла и тщательности его сборки. Устойчивое вращение кружек в зоне рабочих скоростей обусловлено правильным выбором механико-технологических параметров центрифугального веретена. Недостаточно точный выбор данных параметров является причиной значительных радиальных колебаний кружек, которые вызывают снижение качества выпускаемого продукта и приводят к повышению динамических нагрузок, что, в свою очередь, является причиной повышенного износа элементов прядильного узла.
Авторами разработана новая конструкция центрифугального прядильного устройства, динамическая модель которого позволяет исследовать влияние конструктивных параметров устройства на собственные частоты и амплитуды изгибных колебаний.
Следует обратить внимание и на то, что наименее изученным является вопрос о натяжении пряжи в канале нитеводителя центрифугального устройства. Для новой конструкции прядильного устройства создана экспериментальная установка, позволяющая установить зависимость натяжения льняной мокрой пряжи различной линейной плотности от влажности и скорости движения.
По результатам обработки экспериментальных данных авторами даны рекомендации по выбору оптимальных режимов работы центрифугального устройства, позволяющих стабилизировать процесс получения пряжи и свести к минимуму появление такого недостатка центрифугального способа прядения, как хорды намотки.
Результаты динамического исследования модели позволят оценить влияние инерционно-жесткостных характеристик системы на возможность возникновения резонансных явлений в зоне рабочих скоростей.
УДК 677.05-2-192
ИССЛЕДОВАНИЯ ИЗНАШИВАНИЯ НИТЕПРОВОДЯЩИХ ДЕТАЛЕЙ ПРИ ПЕРИОДИЧЕСКОМ РЕВЕРСИВНОМ КОНТАКТЕ С НИТЬЮ
Д.А. Хмелев, д.т.н. Г.К. Букалов
Костромской государственный технологический университет /г. Кострома/
Эксперименты по исследованию изнашивания нитепроводников проводились по схеме, когда продольно движущаяся пряжа огибала нитепроводник, совершающий возвратно-поступательное движение в направлении, перпендикулярном направлению продольного движения пряжи (рис. 1). В экспериментах на поверхности трения возникал износ в двух видах. Наиболее опасным с точки зрения влияния на обрывность является износ в виде канавок, т.к. пряжа может застревать в канавках. Износ в виде истирания нитеконтактирующей поверхности без существенного изменения ее формы влияет на износ нити, так как изменяет микрогеометрию нитеконтактирующей поверхности.
Износ нитепроводников в виде глазков измерялся на микроскопе БМИ. Для этого глазок устанавливался торцом на предметное стекло микроскопа и замерялась глубина канавки износа в зоне, где угол охвата составлял 30° (полный угол охвата нитепроводника нитью составлял 60 ).
Исследовалось влияние диаметра отверстия глазка и угла поперечного движения ветвей нити. Скорость продольного движения нити составляла 250 м/мин, угол охвата нитепроводника – 60°, материал пряжи – лен линейной плотности 46 текс, натяжение набегающей ветви нити -0,4Н, скорость движения нити – 250 м/мин. Время эксперимента – 1 час. Результаты экспериментов сведены в таблицу 1 и 2.