Расточный станок, металлорежущий станок для сверления, зенкерования, развёртывания, растачивания, нарезания резьбы, обтачивания цилиндрических поверхностей и торцов, фрезерования. Наиболее распространены универсальные горизонтально-расточные станки. Для выполнения ряда операций используют алмазно-расточные станки, а также координатно-расточные станки.
Универсальный Р. с. (рис.) имеет горизонтальный шпиндель, смонтированный в бабке, которая перемещается вверх и вниз по передней стойке. Приняты 3 основных типа компоновки: станки для обработки мелких и средних изделий со шпинделем диаметром до 125 мм, столом, перемещающимся в двух взаимно перпендикулярных направлениях, и неподвижной передней стойкой; станки для обработки средних и крупных изделий со шпинделем диаметром от 100 до 200 мм, столом и передней стойкой, перемещающимися во взаимно перпендикулярных направлениях; станки для обработки особо крупных изделий со шпинделем диаметром от 125 до 320 мм, без стола, с передней стойкой (колонкой), перемещающейся в одном или двух направлениях.
Шпиндельный узел, обеспечивающий станку широкую универсальность, состоит из полого шпинделя, несущего планшайбу с расточным резцом (главное движение), и внутреннего расточного шпинделя, перемещающегося в осевом направлении (движение подачи). Наличие имеющих раздельные приводы планшайбы с радиальным суппортом и внутреннего шпинделя, использование различных приспособлений значительно расширяют технологические возможности станка (например, совмещение переходов).
Тенденции развития Р. с. — повышение жёсткости и виброустойчивости, снижение трения в подвижных узлах, применение системы цифровой индикации, числового программного управления, методов дистанционного наблюдения и контроля за процессом обработки (главным образом в тяжёлых и уникальных станках).
Г. А. Левит.
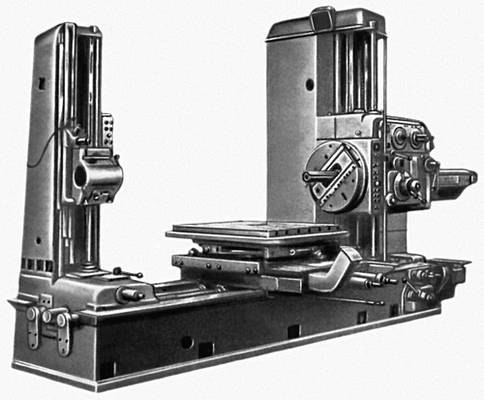
Горизонтально-расточный станок модели 2620.