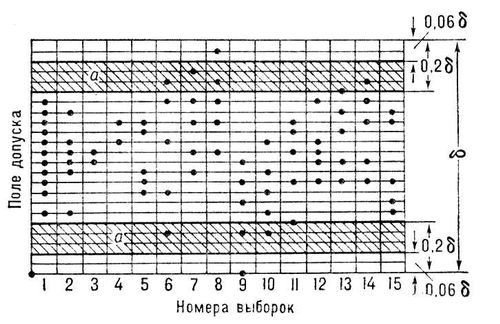
Рис. 5. Карта статистического контроля размера деталей по методу индивидуальных значений; d — поле допуска; а — предупредительные зоны верхней и нижней границ поля допуска. Карта — оперативный документ, с помощью которого прогнозируются отклонения от нормального хода производства (отклонения фактических размеров детали от границ поля допуска).