Волочение, деформирование металла протягиванием катаных или прессованных заготовок через отверстие с целью уменьшения их поперечного сечения или получения более точных размеров и гладкой поверхности. Усилие Р прикладывается к заострённому концу заготовки, который свободно проходит через инструмент — волоку и захватывается специальным захватом (рис. 1). В результате В. заготовка приобретает форму и размеры отверстия волоки, её поперечные размеры уменьшаются, а длина увеличивается. В. можно получить проволоку диаметром менее 0,01 мм. Для уменьшения трения обрабатываемые заготовки покрывают густыми смазками. В. труб производится 3 способами: без оправки, на короткой неподвижной оправке, на длинной движущейся оправке. В первом случае уменьшается диаметр трубы, во втором и третьем — диаметр и стенка трубы (рис. 2). В. получило широкое применение в производстве пруткового металла, проволоки, труб и других изделий постоянного сечения и большой длины.
Лит.: Перлин И. Л., Теория волочения, М., 1957; Громов Н. П., Теория обработки металлов давлением, М., 1967.
Д. И. Браславский.
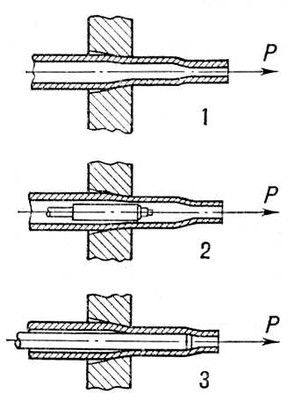
Рис. 2. Схемы волочения труб: 1 — без оправки; 2 — на короткой неподвижной оправке; 3 — на длинной движущейся оправке.
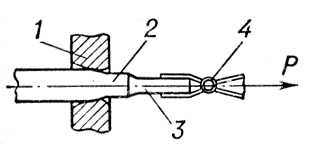
Рис. 1. Схема волочения: 1 — волока; 2 — заготовка; 3 — заострённый конец заготовки; 4 — захват.