Вагранка, шахтная печь для плавки чугуна в литейном производстве. До 2-й половины 18 в. металл для чугунолитейного производства получали непосредственно из руды в доменных печах. Позже в небольших доменных печах стали переплавлять литейный чугун и лом. Эти печи и явились прототипом современной В. Появление В. положило начало независимому от доменных печей существованию чугунолитейного производства. Современная В. — шахта в виде вертикального стального цилиндра с толщиной стенок 6—10 мм, футерованного изнутри огнеупорным кирпичом и установленного на подовую плиту, покоящуюся на колоннах.
В. состоит из 3 основных частей (рис. 1): нижней — горна 1, в котором скапливается выплавляемый жидкий чугун; средней — собственно шахты 2, полностью загружаемой шихтовыми материалами (металл, топливо, флюсы); верхней — трубы 3, через которую горячие ваграночные газы выводятся в искрогаситель 4 и далее в атмосферу. В середине подовой плиты имеется отверстие с откидным дном для удаления остатков по окончании процесса плавки. Розжиг В. начинается с загрузки на горящие дрова 1-й порции кокса (холостой колоши), заполняющей часть шахты на 0,7—1 м выше фурм 7. Когда кокс холостой колоши разгорится, включают дутьё, затем шахту загружают до загрузочного окна рабочими колошами, состоящими из порций металла, топлива и флюса (известняка, основного мартеновского шлака, реже плавикового шпата). После подогрева шихты вновь включают дутьё и начинается процесс плавки. Новые порции загружают по мере расплавления шихты, которая постепенно опускается в зону плавления и подогревается поднимающимися вверх горячими газами. Противоток переплавляемых материалов и продуктов горения в В. способствует эффективному использованию топлива. Расплавленный и перегретый металл собирается в горне В. или стекает в копильник 6, откуда он по мере надобности выпускается через нижнюю лётку в ковши для разливки в формы, флюсы, сплавляясь с золой топлива, сплавившейся футеровкой и окислами, образуют шлак, выпускаемый через верхнюю шлаковую лётку, расположенную в верхней части горна или копильника (на рис. не показана).
В., изготовляемые в СССР, нормализованы в зависимости от их производительности и выпускаются диаметром от 0,5 до 1,3 м, производительностью 1—3—5—7—10 т/ч. В цехах серийного производства крупного литья строят также В. производительностью 20—30 т/ч. Основное топливо — литейный кокс, который частично заменяют литейным антрацитом, термоантрацитом или коксобрикетами. Применение коксобрикетов снижает расход топлива, повышает производительность В., уменьшает содержание серы в чугуне и улучшает его свойства. Металлическая шихта В. состоит из доменного литейного чугуна в чушках, чугунного лома, собственного возврата литейного цеха, стального скрапа и ферросплавов. Воздух подаётся от воздуходувки под давлением 5—17 кн/м2 (500—1700 мм вод. ст.) через воздушную коробку 5 и фурмы в зону горения топлива. Для более равномерного распределения вдуваемого воздуха по сечению В. была разработана впервые в СССР Л. М. Ма-риенбахом и внедрена система двух и более рядов фурм (от 4 до 8 фурм в каждом ряду). Это снизило расход топлива на 15—20% и повысило производительность В. на 25% с одновременным повышением температуры металла.
Для интенсификации процесса плавки в В. применяют подогрев дутья, обогащение его кислородом, добавление газообразного топлива. Обогащение дутья кислородом, впервые осуществленное в СССР (1944) по предложению Л. И. Леви, уменьшает удельный объём продуктов горения и повышает температуру газов. В зависимости от степени обогащения расход топлива снижается на 30—50%, производительность В. повышается на 40—80%, а температура жидкого чугуна достигает 1500°С (вместо 1300—1320°С). Частичная замена кокса природным газом в В. производится вдуванием продуктов горения газов в верхнюю часть холостой колоши; это значительно проще, чем подогрев дутья, и экономически более эффективно. Для плавки чугуна применяют и специальные газовые В. (рис. 2), работающие только на газообразном топливе, на основе противотока газа и металла, что позволяет длительное время стабильно вести плавку. Производительность В. варьируется в широких пределах и зависит от её размеров и расхода газа.
Вследствие разрушения футеровки в плавильном поясе В. работают по 12—18 ч, после чего подвергаются текущему ремонту. При необходимости ежедневной или круглосуточной выплавки чугуна работают попеременно на 2 или 3 В. В 1951 в СССР Н. А. Баринов создал для чугунолитейного производства водоохлаждаемые В. непрерывного действия, позволяющие вести плавку в течение 100—120 ч без текущего ремонта футеровки.
Во избежание загрязнения атмосферы колошниковой пылью и отходящими газами разрешается строительство только так называемых закрытых В., оборудованных рекуператорами, пылеулавливателями и газоочистными устройствами, системой автоматических приборов и регуляторов. На рис. 3 показана конструкция унифицированной закрытой В. Отличительная особенность её — доменный профиль плавильной зоны. Предусмотрен выпуск таких В. диаметром от 0,7 до 2,1 м, производительностью от 4,5 до 30 т/ч.
Лит.: Леви Л. И., Кислород в ваграночной плавке, М., 1952; Четверухин С. И. и ЮдкинА. К., Унифицированные закрытые вагранки, «Литейное производство», 1967, №5.
М. Я. Телис.
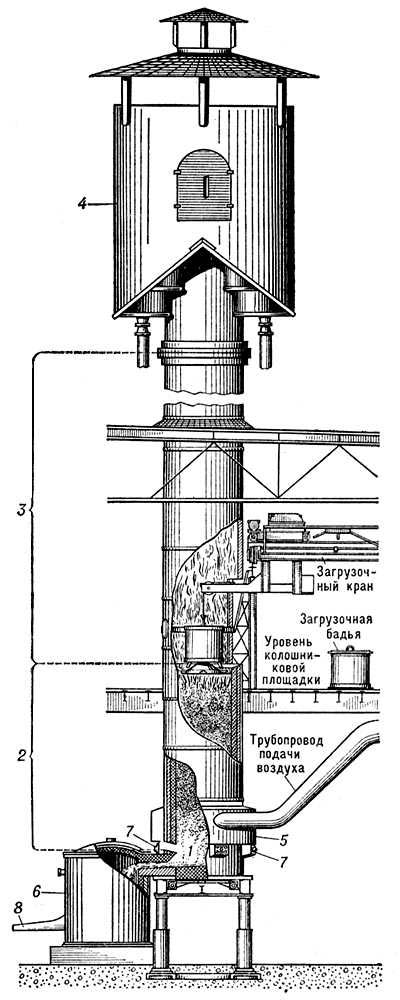
Рис. 1. Схематический разрез вагранки: 1 — горн; 2 — шахта; 3 — труба; 4 — искрогаситель; 5 — воздушная коробка; 6 — копильник; 7 — фурмы; 8 — лётка для выпуска металла.

Рис. 2. Схематический разрез газовой вагранки: 1 — нижний уступ верхней зоны шахты; 2 — верхний уступ верхней зоны шахты; 3 — переходная лётка; 4 — копильник; 5 — газовые горелки.
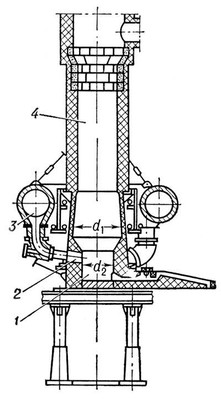
Рис. 3. Схематический разрез закрытой вагранки: 1 — горн; 2 — фурма; 3 — воздушная коробка; 4 — шахта; d1 — наибольший диаметр распада; d2 — диаметр узкой части вагранки.