Станкостроение, ведущая отрасль машиностроения, создающая для всех отраслей народного хозяйства металлообрабатывающие и деревообрабатывающие станки, автоматические и полуавтоматические линии, комплексно-автоматического производства для изготовления машин, оборудования и изделий из металла и др. конструкционных материалов, кузнечно-прессовое, литейное и деревообрабатывающее оборудование.
Появление металлорежущих станков связано с развитием крупного капиталистического производства, с организацией первых промышленных предприятий заводского типа. Широкое распространение машин-орудий, а затем и паровых машин требовало повышения точности обработки деталей. Эта задача могла быть решена только с изобретением машин для производства машин и в первую очередь металлорежущих станков с механическим суппортом. Создание механического суппорта относится к началу 18 в. Русский механик А. К. Нартов в 1738 построил первый в мире станок с механическим суппортом и набором сменных зубчатых колёс. Нартов и др. русские мастера (М. Сидоров-Красильников, С. Шелашников, Я. Батищев) сконструировали в 18 в. ряд металлорежущих станков (станки для сверления стволов пушек, различные агрегатные станки). Однако изобретения рус. мастеров не могли получить широкого применения и известности, т.к. потребность феодально-крепостнической России в небольшом количестве машин (главным образом для изготовления вооружения) обеспечивалась отдельными небольшими заводами.
В Великобритании в конце 18 в. сложились благоприятные условия для развития машинного производства машин. К 1790-м гг. относятся работы английского механика Г. Модсли по созданию станка с механическим суппортом. Механический суппорт, перенесённый с токарного на др. металлорежущие станки, положил начало станкам с развитым исполнительным механизмом.
В дальнейшем основные типы металлорежущих станков были сконструированы в Германии, Франции и других странах; над их созданием работали многие изобретатели. Так, например, в 1820—30-х гг. американец Э. Уитни разработал для оружейных заводов Кольта несколько конструкций фрезерных станков, в 1829 патент на фрезерный станок был выдан на имя Дж. Несмита, владельца крупных английских машиностроительных заводов, в 1861 — патент на усовершенствованный фрезерный станок на имя американской фирмы «Браун и Шарп». Ко 2-й половине 19 в. были в основном разработаны модели фрезерных, револьверных, строгальных, долбёжных и др. станков, главным образом для удовлетворения нужд начавшегося ж.-д. строительства и океанского пароходства. Станки получили известность под маркой выпускавших их крупнейших машиностроительных фирм «Витворт», «Несмит», «Селлерс», «Пратт»и др. В 1-й половине 19 в. ведущую роль в мировом С. играла Великобритания; во 2-й половине 19 в. её опередили США. В этот же период С. начало развиваться в Германии.
В России первым предприятием по производству металлообрабатывающих станков был завод Берда в Петербурге (1790). В 1815 металлорежущие станки стал выпускать Тульский оружейный завод. В 1824 в Петербурге был построен завод Илиса для изготовления паровых машин и станков. В конце 19 в. многие машиностроительные заводы наряду с др. продукцией производили станки. Весь выпуск металлорежущих станков в России в 1913 составил 1,8 тыс. штук, парк установленных станков в 1908 насчитывал 75 тыс. единиц. В общей массе поступающих в промышленность станков удельный вес станков отечественного производства составлял всего лишь 16—24%, остальная часть приходилась на долю импорта.
За годы Советской власти С. было по существу создано заново. Осуществление принятого 14-м съездом ВКП (б) в декабря 1925 решения, определившего генеральный курс на индустриализацию народного хозяйства, потребовало первоочередного развития тяжёлой промышленности, отечественного машиностроения и наряду с этим производства металлорежущих станков. В результате специальных правительственных мероприятий, проведённых в 1929—30, были созданы организационные предпосылки, необходимые для планового развития в СССР специализированной станкостроительной промышленности. Образование «Станкотреста» 29 мая 1929 и явилось датой официального создания самостоятельной отрасли С. В 1930 на основе объединения станкостроительных и инструментальных трестов учреждено Государственное всесоюзное объединение станкоинструментальной промышленности «Союзстанкоинструмент». Для подготовки специалистов открыт Московский станкоинструментальный институт (Станкин); организованы станкостроительные факультеты при МВТУ им. Н. Э. Баумана и Ленинградском политехническом институте им. М. И. Калинина. В целях создания научной и экспериментальной базы для развивающегося С. в 1931 в Москве был создан НИИ станков и инструментов (с 1933 — ЭНИМС). Впервые в СССР и в Европе ЭНИМС в 1934 разработал агрегатные многошпиндельные станки.
Реконструкция действующих предприятий и строительство новых позволили увеличить производственные мощности по выпуску металлорежущих станков в годы 1-й пятилетки (1929—32) в 2,5 раза. За годы 2-й пятилетки (1933—37) число станкостроительных заводов увеличилось в 1,8 раза, а выпуск станков возрос более чем в 2 раза. Объём союзного производства станков в 1937 в 33 раза превысил уровень 1913. При этом увеличилось не только количество выпускаемых станков, но и расширилась их номенклатура. Началось производство станков-автоматов и полуавтоматов, шлифовальных и зубообрабатывающих, станков тяжёлого типа. В 1940 общее количество освоенных типоразмеров выпускаемых станков превысило 320.
В течение трёх довоенных пятилеток построено большое количество новых станкостроительных заводов, в том числе Краматорский тяжёлого станкостроения, Киевский станков-автоматов, Харьковский радиально-сверлильных станков, московский «Станколит» и др. К 1941 в СССР имелось 37 специализированных станкостроительных заводов.
В период Великой Отечественной войны 1941—45 С. было переведено на выполнение заказов оборонной промышленности. Организация массового производства боеприпасов, боевых машин, артиллерийского и др. вооружения потребовала создания новых специализированных, агрегатных и упрощённых операционных станков. На ряде заводов начали применяться поточные методы производства. В годы войны построены крупнейший новосибирский завод «Тяжстанкогидропресс» им. А. И. Ефремова, Стерлитамакский завод им. В. И. Ленина.
В 1950, к концу 4-й пятилетки, было выпущено 70,6 тыс. металлорежущих станков. За 1946—50 освоено около 250 новых типов металлорежущих станков общего назначения, более тысячи типоразмеров специальных и агрегатных. Начато производство автоматических линий из агрегатных станков. В 1946 была изготовлена первая автоматическая линия для обработки головки двигателя трактора ХТЗ. В 1950 пущен автоматический завод по изготовлению поршней.
К 70-м гг. созданы крупные центры С. с первоклассными заводами, многочисленными КБ, научно-исследовательскими организациями в союзных республиках. Так, например, в Литов. ССР созданы комплекс заводов по производству прецизионных станков, филиал НИИ станкостроения (ЭНИМС) с опытным производством, отделение проектного института «Гипростанок»; в Армянской ССР имеется ряд станкостроительных, инструментальных заводов, действуют филиал НИИ станкостроения, а также проектно-технологический институт. Об увеличении выпуска металлорежущих станков см. данные табл. 1.
Табл. 1. — Производство металлорежущих станков в СССР
Годы | Тыс. шт. | Млн. руб. (в оптовых ценах предприятий на 1 июля 1967) |
| 1913 (в границах СССР до 17 сентября 1939) | 1,5 |
|
| в современных границах СССР | 1,8 | ... |
| 1928 1932 1940 1950 1955 1960 1965 1970 1971 1972 1973 1974 | 2,0 19,7 58,4 70,6 117,1 155,9 186,1 202,2 207,2 211,4 213,8 225,6 | ... ... 67,8 94,7 230 419 638 978 1053 1140 1263 1387 |
Снизилась доля импорта металлорежущих станков в потреблении: к концу 1966 она составляла 3% против 10% в 1938. Технический прогресс С. характеризуется прежде всего качественными изменениями в структуре выпуска, совершенствованием технических параметров металлорежущих станков.
В годы 8-й пятилетки (1966—70) в результате осуществленных мер по совершенствованию управления отраслью и предприятиями, их техническому перевооружению, улучшению специализации и организации труда значительно возросла эффективность производства. Фондоотдача в целом по станкоинструментальной промышленности увеличилась на 9%, за счёт роста производительности труда получено почти 80% всего прироста объёма производства. Выпуск автоматических и полуавтоматических линий для машиностроения и металлообработки в 1970 составил 579 комплектов и возрос по сравнению с 1965 более чем в 2,5 раза (см. табл. 2).
Табл. 2. — Производство автоматических и полуавтоматических линий для машиностроения и металлообработки
| Годы | 1940 | 1950 | 1960 | 1970 | 1974 |
| Комплекты, шт. | 1 | 10 | 174 | 579 | 743 |
При общем количественном росте выпуска металлорежущих станков за пятилетку на 9% выпуск прецизионных станков увеличился на 42,2% и по сравнению с 1960 — более чем в 4 раза. Выпуск станков особо высокой точности возрос на 74,8%. В общем типаже станков в 1945 насчитывалось 9 типоразмеров прецизионных станков, а к концу 1970 более 400. Только координатно-расточных станков освоено свыше 30 моделей.
На начало 1971 типаж освоенных тяжёлых и уникальных станков составил 450 типоразмеров (около 28% в общем типаже). Широк и размерный диапазон типажа выпускаемых станков. Большая часть создаваемых тяжёлых станков конструируется в пределах заранее определённых унифицированных гамм. Они имеют общие конструктивные решения и связаны системой широкой унификации узлов и деталей.
В 8-й пятилетке получили большое развитие научно-исследовательские и конструкторские работы по созданию современных металлорежущих станков с числовым программным управлением (ЧПУ). Успехи, достигнутые за последние 10—15 лет в развитии электротехники, радиоэлектроники, в создании систем управления механизмами, позволили приступить к освоению станков с программным управлением, которые становятся одним из основных видов станков, позволяющих автоматизировать технологические процессы на предприятиях с индивидуальным, мелкосерийным и серийным производством. В 1970 их было произведено 1588 против 16 в 1960, в 1974—4410 шт. За 4 года 9-й пятилетки (1971—1975) освоено и поставлено на серийное производство около 60 новых моделей станков с ЧПУ, в том числе более 40 моделей станков с автоматической сменой инструмента. Широкий масштаб принимают работы по созданию автоматизированных участков металлорежущих станков с ЧПУ с групповым программным управлением для комплексной механической обработки однотипных деталей. Например, ЭНИМС и его опытным заводом создан участок, укомплектованный станками с ЧПУ для обработки широкой номенклатуры деталей типа тел вращения (валы, фланцы, втулки, диски) с централизованным управлением от ЭВМ и автоматизированной подготовкой программ. Для решения задач по ускоренному развитию производства металлорежущих станков с ЧПУ в С. осуществляется ряд мероприятий, в частности на отдельных заводах организуется поточное производство станков с ЧПУ, большинство наиболее квалифицированных станкостроительных заводов привлечено к производству таких станков. Широкое применение получили электрофизические и электрохимические методы обработки металла, всё шире используется размерная обработка световым лучом. Эти методы иногда дополняют, а в ряде случаев полностью заменяют обработку деталей резанием и давлением. Разработаны и выпускаются электроискровые станки для точной обработки небольших деталей и для вырезки фасонных контуров проволочным электродом; электроимпульсные станки — для трёхкоординатной обработки фасонных деталей; анодно-механические, электроконтактные — для обработки слитков из специальных сталей и др. работ; светолучевые станки — для получения отверстий диаметром от 0,03 до 0,5 мм в любых материалах; ультразвуковые станки — для обработки твёрдых и крупных материалов; электрохимические станки и др. Внедрение их в промышленность позволяет добиться существенного технического прогресса в отдельных производствах. Использование светового луча и ультразвука для обработки алмазных волок и фильер позволило решить проблему комплексной обработки этих изделий, в результате чего продолжительность их черновой обработки сократилась с десятков часов до нескольких минут, а продолжительность финишной — в 4—5 раз.
В 70-е гг. в С. проводится работа по созданию и внедрению в производство новых унифицированных гамм станков. В типаже на 1971—75 установлена 51 гамма, включающая 277 базовых и 682 унифицированных моделей станков. Все станки гамм аналогичного технологического назначения проектируются по принципу конструктивного подобия, что создаёт возможность для широкой их унификации, позволяет создавать специализированные производства.
Развитие конструкций станков и автоматических комплексов в ближайшей перспективе будет осуществляться в следующих направлениях: полный переход от станков неавтоматического действия к станкам-полуавтоматам и автоматам; расширение применения программного управления и вычислительной техники в конструкциях всех основных видов металлорежущих станков, в автоматических и полуавтоматических линиях; создание участков из станков с программным управлением, обрабатывающих центров; создание комплексных автоматических линий, участков, цехов и заводов-автоматов, управляемых от ЭВМ, для отраслей машиностроения с крупносерийным и массовым выпуском изделий; разработка и создание конструкций промышленных роботов, встраиваемых в автоматические линии, в комплексы автоматизированных производств и в др. виды оборудования для массового производства.
На основе достигнутых темпов развития и масштабов производства в С. в СССР создан значительный производственно-технический потенциал в виде наличного парка металлорежущих станков. Динамика развития парка станков, снижение их возрастного состава и изменение качественной структуры — результат работы сов. С., обеспечивающего материально-техническую базу машиностроения и металлообработки. Это позволило сов. С. занять одно из ведущих мест в мире по производству широкой номенклатуры современных металлорежущих станков для самых разнообразных потребностей народного хозяйства.
Успешно развивается С. и в других социалистических странах (см. табл. 3).
Табл. 3. — Производство металлорежущих станков в отдельных странах — членах СЭВ, шт.
|
| 1965 | 1970 | 1974 |
| Болгария Венгрия ГДР Польша Румыния ЧССР | 8063 13852 24768 31134 7163 24327 | 13945 14476 22219 29726 14138 35186 | 15466 12374 19107 33805 24834 30085 |
В Болгарии за 1950—74 выпуск станков вырос почти в 17 раз. Станочный парк на 1 января 1970 насчитывал более 40 тыс. металлорежущих станков, в числе которых станки отечественного производства составляют 58—60%.
ГДР имеет развитое С. В 1972 годовой выпуск станков составил 4,3% мирового производства, а среди стран — членов СЭВ она заняла 2-е место (по стоимости). Увеличивается выпуск автоматизированных, специальных и специализированных станков, автоматических линий и агрегатных станков, станков с ЧПУ. На экспорт направляется 60—75% всех производимых станков.
В Польше наибольший процент в общем выпуске занимает группа токарных станков. Токарные автоматы и полуавтоматы в 1974 составили 3,8% от общего выпуска. Ежегодно увеличивается производство шлифовальных станков, удельный вес которых в 1974 составил 15,6% от общего выпуска. Увеличивается выпуск тяжёлых станков, особенно специализированных, для ж.-д. транспорта, станков с ЧПУ.
В Чехословакии С. — ведущая отрасль машиностроения. Она имеет широкую номенклатуру, отличается разнообразием типов станков (лёгкие, тяжёлые, универсальные и специализированные); изготовляется 250—290 основных видов станков. На долю шлифовальной группы в 1972 приходилось 42,5% общего выпуска. Большой удельный вес в общем выпуске станков занимает токарная группа (около 25%). С начала 60-х гг. большое внимание уделяется конструированию и производству станков с ЧПУ различных типов.
До 2-й мировой войны 1939—45 в Югославии не было С. В 1972 выпущено около 13 000 металлорежущих станков. В техническом направлении С. СФРЮ ориентируется на дальнейшее расширение производства автоматов и полуавтоматов, станков с ЧПУ. Собственное производство станков в Югославии ещё не покрывает потребности в этом оборудовании, поэтому импорт станков значительно превышает их внутреннее производство.
Из капиталистических стран наибольшее развитие С. получило в США, ФРГ, Японии, Франции, Великобритании, Италии (см. табл. 4).
Табл. 4. — Производство металлорежущих станков в крупнейших капиталистических странах
|
| 1970 | 1973 | ||
| тыс. шт. | млн. долл. | Тыс. шт. | млн. долл. | |
| Великобритания Италия США ФРГ Франция Япония | 58,4 59,0 188,5 164,4 30,9 256,7 | 378,6 346,9 1097,7 1017,5 218,2 867,6 | 56,1 ... 251,5 155,9 26,4 212,6 | 283,4 435,2 1206,4 1452,9 344,2 1117,0 |
ФРГ — один из основных мировых производителей металлообрабатывающего оборудования, производством которого занято 433 фирмы. В 1974 его было выпущено 206,7 тыс. шт. В структуре производства металлорежущих станков наибольший удельный вес занимают по стоимости шлифовальные, притирочные и полировальные станки — 20,1%, револьверные станки и токарные автоматы — 16,2%, фрезерные — 13,8%, на долю токарных, отрезных и резьбонарезных станков приходится 12,3%. ФРГ значительно отстаёт от США и Японии в производстве станков с ЧПУ (в 1971—816 шт.). ФРГ — крупнейший экспортёр металлообрабатывающего оборудования среди капиталистических стран (в 1972 доля в мировом экспорте составила 34,5%).
В США, по данным переписи 1967, насчитывалось свыше 1200 предприятий, в том числе производством металлорежущих станков занято 897, производством кузнечно-прессовых машин — 348 предприятий, при этом около 60% из них мелкие. На крупных предприятиях с числом работающих свыше 500 производится 60% всей продукции отрасли. В 1974 было произведено 273 тыс. металлорежущих станков на сумму 1514 млн. долл., из них 857 автоматических линий и 884 станка — для электрофизических и электрохимических методов обработки. Доля металлорежущих станков и систем с ЧПУ удерживается примерно на одном уровне — около 20% от выпуска в стоимостном выражении. США — страна, в основном импортирующая станки. Это объясняется высокой стоимостью рабочей силы в США (как следствие — высокие цены на оборудование). Основными поставщиками металлообрабатывающего оборудования являются ФРГ (до 80% импорта) и Япония (12 тыс. станков в 1972). Среди покупателей американских станков ведущее место принадлежит европейским капиталистическим странам (более 40%).
В Японии производством металлорежущих станков занимается около 270 фирм. За 1960—70 производство металлообрабатывающего оборудования по стоимости увеличилось в 7 раз, общий выпуск металлорежущих станков — более чем в 3 раза (80,1 и 257 тыс. шт. соответственно). В 1973 в стране было произведено металлорежущих станков на сумму около 305 млрд. иен. Ускоренными темпами рос выпуск специальных станков (98 шт. в 1960 и 4046 шт. в 1973). С 1965 началось производство станков с ЧПУ; в 1967 их выпуск составил 129 шт., в 1971—1379, а в 1974—3046. Япония вышла на 2-е место среди капиталистических стран по производству станков с ЧПУ в штуках; их стоимость в 1973 составила 15,6% общей стоимости выпуска металлорежущих станков. К 1973 Япония превратилась из импортёра металлорежущих станков в экспортёра. На долю итальянской станкостроительной промышленности приходится 6% стоимости мирового производства металлообрабатывающего оборудования, выпуск которого в 1974 составил 185 тыс. т (по весу). Производством станков и кузнечно-прессовых машин занято 450 фирм. За 1965—74 их выпуск вырос в 6,3 раза по стоимости. В структуре производства доля сверлильных и резьбонарезных станков составила 26%, токарных — 14%, шлифовальных — 7,5%, фрезерных — 4,1%, расточных — 1,2%. Широко развито производство станков с ЧПУ. Италия — один из крупнейших мировых экспортёров станков (4-е место среди капиталистических стран). На экспорт направляется 40% всей станкостроительной продукции. В 1973 было экспортировано 4185 шт. станков с ЧПУ на сумму 25 620 тыс. долл.
В Великобритании производством металлообрабатывающего оборудования занимается около 200 фирм, из которых на долю 20 приходится 70% производства. Наибольшее количество в выпуске металлорежущих станков за 1974 составили: токарные станки — 38,2%, фрезерные — 11,3%, шлифовальные — 15,6%. Удельный вес станков с ЧПУ в общем выпуске в 1974 составил 9,5% (расчёт по стоимости). В станкостроительной промышленности Франции в 1972 насчитывалось 187 фирм. На долю 26 приходилось 63,5% национального производства станков. Самыми многочисленными являются станки токарно-фрезерной, сверлильно-расточной и в несколько меньшей степени шлифовальной группы. Объём производства станков с ЧПУ в 1973 достиг 390 шт. (в 1972 — 8,9% общего выпуска станков по стоимости).
Лит.: Айзенштадт Л. А., Чихачев С. А., Очерки по истории станкостроения СССР, М., 1957: Розенфельд Я. С., Клименко К. И., История машиностроения СССР. (С первой половины XIX в. до наших дней), М., 1961; Прокопович А. Е., Технический прогресс в станкостроении СССР. М., 1967; Костоусов А. И., Советская станкостроительная промышленность — к 50-летиюобразования СССР, «Механизация и автоматизация производства», 1972, №12; его же, Задачи развития производства автоматического оборудования, «Вестник машиностроения», 1973, № 11: Экономика станкоинструментальной промышленности, М., 1972.
А. И. Костоусов.

Участок станков с программным управлением. Модель АП-1.
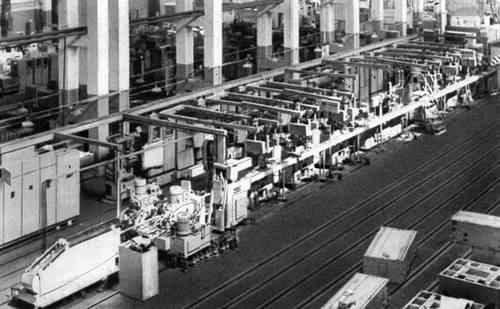
Автоматическая линия. Модель ЛМ-423.
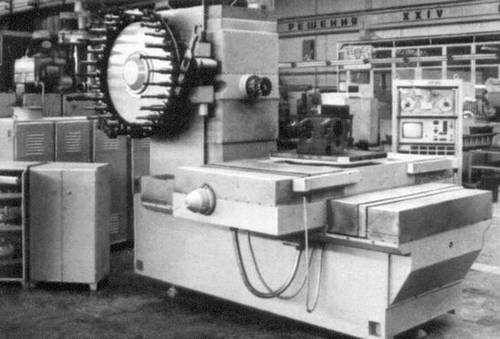
Горизонтальный сверлильно-фрезерно-расточный станок с ЧПУ и инструментальным мгазином. Модель 6906ВМФ2.
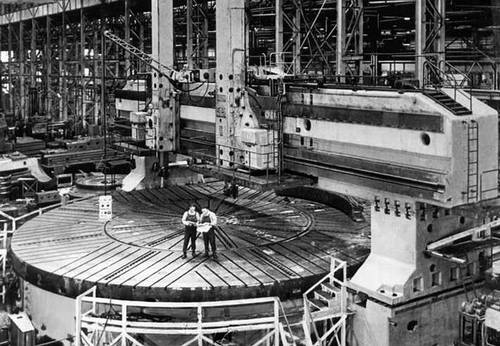
Специальный карусельный станок для черновой и чистовой обработки крупногабаритных деталей из стали, чугуна, цветных металлов и их сплавов. Модель КУ-299.
Горизонтальный сверлильно-фрезерно-расточный станок с ЧПУ и автоматической сменой инструмента. Модель 2Б622ПМФ2 (2А622Ф4).
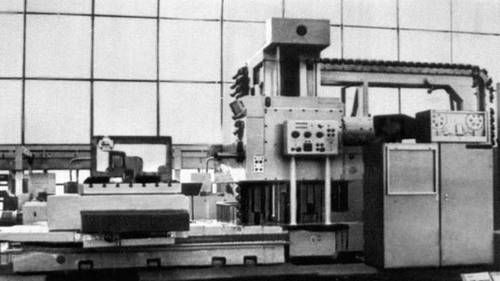
Координатно-расточный станок одностоечный особо высокой точности с ЧПУ. Модель 2Д450АФ2.

Продольный строгально-расточный станок. Модель НС-32.